近年は見栄えに力を入れた自作も増え、その延長としてハードチューブループの本格水冷がとても人気になっています。
本来は導入しやすいソフトチューブループで「いろは」を経験し、ステップアップとしてハードチューブループというのがセオリーではあるものの、ハード用のパーツを購入し直すことになるため、どうせなら初めからということでチャレンジする人もいるようです。
本シリーズは初めて本格水冷を導入するための入門ノウハウとしてきましたが、そういったチャレンジャーな人向けに、今回はハード(PETG)チューブでループを構築する際の作業手順や注意点などをExtraとしてご紹介しようと思います。

前提
ハードチューブを加工する説明がメインとなるため、下の3つについてよくわからない方は、先に過去の記事を読んでみてください。
| 1 | 本格水冷の仕組みについてはある程度理解している。 |
|---|---|
| 2 | 水冷パーツや配管のレイアウトはイメージできている or 簡単なレイアウト図を作っている。 |
| 3 | 使用する水冷パーツは概ね決まっている。(配管レイアウトを実現するためにどのフィッティングを組み合わせればよいか理解している) |
- 前提
- 必要なもの
- パーツの洗浄
- ①水枕、リザーバ、ポンプ、ラジエータを設置
- ②チューブの必要な長さを測定
- ③測定した長さに合わせてチューブに印
- ④ハードチューブの切断
- ⑤切断面のバリ取り
- ⑥チューブの洗浄
- ⑦曲げる箇所に印
- ⑧シリコンチューブの挿入
- ⑨ヒートガンで加熱
- ⑩ベンディング
- ⑪チューブの洗浄
- ⑫仮組み
- ⑬余分な部分のカット・微調整
- ⑭フィッティングのゆるみがないか最終チェック
- ⑮クーラントの注水と循環
- ⑯エア抜き
- ⑰完成
必要なもの
ハードチューブループを構築するには水冷パーツ以外にも必要なものがたくさんあるので、先にリストでご紹介します。
| No. | モノ | オススメ |
|---|---|---|
| 1 | パイプカッター | SK11 PC-32 |
| 2 | リーマー | 高儀 パイプリーマー |
| 3 | 耐水ペーパー(紙やすり) | BIGMAN(ビッグマン) 耐水ペーパーミニセット |
| 4 | シリコンチューブ | Thermaltake Pacific DIYシリコンインサート(※) |
| 5 | 中性洗剤 | - |
| 6 | ヒートガン | 1500W ヒーティングガン 温度調節ダイヤル付き 最高温度500℃ |
| 7 | ベンディングツール(なくてもOK) | シンワ測定 プロトラクター 2本竿 No.19 シルバー |
| 8 | 洗浄瓶 | - |
| 9 | ペリフェラル4ピン AC電源 | UD-505SA/UD-301S |
| 10 | ドライバー/六角レンチ | - |
| 11 | メジャー/定規 | - |
| 12 | 水平垂直器(なくてもOK) |
TRUSCO(トラスコ) ポケットレベル25×70 |
| 13 | ティシュー、ペーパータオル、布タオル | - |
| 14 | やる気 | - |
※シリコンチューブは”みかん一押し”のハードチューブ「Thermaltake V-Tubler PETG Tube 16mm OD」を使用する場合です。V-Tublerが今まで使用してきた中で一番曲げ加工し易かったです。
続いてそれぞれの用途を簡単にご説明します。
パイプカッター
PETGチューブの場合、これを利用することで簡単に垂直カットができます。
何本もカットしていると手首が疲れてくるため、私は柄が長い「SK11 PC-32」を愛用してます。(パイプを握ってカッター側をクルクル回して切断する)

リーマー
切断面の外側/内側のバリ(毛羽のようなもの)を除去するのに使います。

耐水ペーパー(紙やすり)
切断面を平らにしたり、フチを滑らかにするのに使います。
400番を主に使用します。仕上げとして800番あるいは1000番を使うこともあります。

シリコンチューブ
曲げの際に経路つぶれを防ぐのに使用します。
チューブ内径(ID) とピッタリ合うサイズでないと写真のように経路が楕円つぶれするので購入時に注意してください。

中性洗剤
曲げた後にシリコンチューブが抜けなくなるのを防ぐため、チューブ内に通すときに潤滑剤として使用します。

ヒートガン
曲げ加工時にチューブを温めるのに使用します。
熱すぎると内部に気泡ができたり、表面が波打つこともあるため温度調節機能付きを使用しましょう。
PETGは150℃程度で曲げれるため、300℃程度出せるモデルで十分です。
Amazonで購入した「1500W ヒーティングガン 温度調節ダイヤル付き 最高温度500℃」が床に置いて立たせられるので愛用してます。

ベンディングツール
特定の角度に曲げるためのガイドとして使用します。
チューブの外径(OD)とぴったり合うサイズでないと楕円潰れしたり、型の跡が残ったりするので注意してください。

最初はあると心強いですが、使いたいチューブ径に合うベンディングツールが売られてないこともありますし、コストもそれなりなので、無理に用意する必要はありません。むしろ数回も曲げると慣れてきて使わなくなることも。
U字や螺旋状に曲げる場合は円筒(スプレーなどのスチール缶)に沿わせれば代用できます。
また、任意の角度なら2本竿タイプのプロトラクタを使うほうが汎用性が高いのでオススメです。(実際の使い方は後述)

洗浄瓶
クーラントを注水するときにこぼさず入れれるのであると便利です。
容量は1L用がクーラント1本分まるごと入るのでオススメ。

ペリフェラル4ピン AC電源
クーラントを注水する際、PCを起動させずに水冷ポンプのみ動作させるときに使用します。
ドライブ用 AC電源で検索すると出てきますが、4ピン時代のHDDは絶滅したので、この手のサプライ用品も減ってきています。
2019年10月時点で「UD-505SA」「UD-301S」が1200円~ほどで購入できます。

ドライバー
組み立てやケース内に設置する際に使用します。
水冷パーツは六角レンチの出番も多いので用意しておくと良いです。
メジャー/定規
経路の長さを測定するにあると便利なので2mくらいのメジャーは準備しておきましょう。
定規はベンディング時に沿わせる補助線などを引いたりするのに使うこともあります。
水平垂直器
組み込んだチューブ経路が水平、垂直になっているか確認したい場合にあると便利です。小さめのが狭いところも測定できてオススメ。

ティシュー、ペーパータオル、布タオル
クーラントをこぼしたり、リークテスト中に漏れたときなど素早く拭き取れるよう用意しておきましょう。
やる気
ハードチューブループはベテランでもなかなか思うように作れないことが良くあります。根気よく、心と時間に余裕のあるときに作業しましょう。
ここからは作業手順、コツや注意点をご説明します。
パーツの洗浄
ハードチューブ自体は曲げ加工の後に洗浄するので最初は不要です。
その他のパーツについては第4弾の記事でご紹介してますのでここでは割愛します。
自作PC 初めての本格水冷ガイド④ ソフトチューブループの作業手順 - ①パーツの洗浄
①水枕、リザーバ、ポンプ、ラジエータを設置
各装置を設置します。
経路の順番はあらかじめ考えてあると思いますが、第1弾の記事で理想的なループ順を紹介してるので、もしまだ経路に悩んでいる場合は参考にしてみて下さい。
自作PC 初めての本格水冷ガイド① 仕組みとパーツの役割 - 理想的なループのパーツ順
②チューブの必要な長さを測定

メジャーや定規などを使って測定します。
③測定した長さに合わせてチューブに印
ハードチューブに水性ペンで印をつけます。
指でこすると簡単に消えてしまうので気を付けましょう。誤って消えないよう油性ペンで印をつけ、あとで無水エタノールで消すのも良いでしょう。
油性ペンで印をつけて、あとで無水エタノールで消すのもありですが、曲げ加工時のヒートガンで熱すると色が沈着して落ちない事例もあるようです。(油性ペンの種類にもよるのかもしれません)
実際に組み込んでみないと正確な長さが把握できない場合、長めに印をつけて、あとで余分な部分をカットするのがオススメです。(パイプカッターなら1.5~2mm刻みの微調整カットが可能)
というのも、短いとコンプレッションフィッティングと連結したときにO-リングまで届かず、クーラントがリークしたり、水圧でチューブが抜けたりします。
また、端を曲げようとすると持ち手が短く難しいため、長めにカット&曲げ加工した後、目的の長さに再カットすると作業がしやすくなります。

写真のようフィッティング間の距離が10cmだった場合、10cmちょうどで印をつけるのではなく、フィッティング内側までの距離も含めるのを忘れずに。

写真のフィッティングでは内側7mmなので、10 + 0.7 + 0.7 = 11.4cm必要です。

④ハードチューブの切断
パイプカッターにチューブを挟み、印のところに刃があたるようグリップを回して締めます。
初めから強く締め込まず、刃がパイプに当たったらパイプ側を2~3周回転させ、浅くキズを掘ります。

「グリップを少し回して締め込む→パイプを回転」を繰り返して徐々にキズを深くすることで最終的に切断できます。
⑤切断面のバリ取り
写真のようにパイプカッターで切断するとバリ(ギザギザした毛羽のようなもの)が残ります。

バリは曲げ加工で使用するシリコンチューブを傷つけてしまうため処理しましょう。
写真のようにリーマーの刃にパイプを当てて回すことでバリが取れます。

パイプカッターで切断した場合、外側のバリはほとんど出ませんが、リーマーの外バリ取り + ヤスリがけで丸みのある内細りにしておくと、コンプレッションフィッティング連結時の内部O-リングの傷防止になる上、スムーズに差し込むことができます。
外バリ取りはリーマーの反対側で行います。

ヤスリがけは400番を使い、仕上げに800番や1000番を使うとさらに滑らかになります。

⑥チューブの洗浄
バリ取りで出た削りカスが残ったままシリコンチューブを挿入すると細かな傷がついたりすることもあるので、ここで一旦水道水で洗います。
台所や洗面所へ行き来するのが面倒な人は洗面器などに水を入れておき、その場ですぐ洗えるようにしましょう。
⑦曲げる箇所に印
想定経路をメジャーなどで確認して、曲げる箇所に印をつけます。
水性ペンは熱で色が薄くなりやすいのでしっかりと太めにつけると良いです。
1本のチューブに曲げ箇所が1つなら少し長めの位置に印をつけて、曲げた後に端をパイプカッターで再カットして調整すればよいですが、2か所以上の場合はそうもいきません。
そこで、下図のような考え方で印をつけると曲げたときにほぼピッタリ合わせることができます。
ポイントは目的の長さよりチューブ外径の半分短くするということです。

⑧シリコンチューブの挿入
曲げによる経路潰れを防ぐためシリコンチューブをハードチューブ内に通します。
曲げる前は直線なのですんなりと入ってくれますが、曲げた後に引き抜けなくなることもあるため、シリコンチューブに中性洗剤を塗ってから入れましょう。

もしサイズの合うシリコンチューブがない場合や、長いチューブの真ん中で曲げる際にシリコンチューブが届かない場合は、食塩を内側に詰めてチューブ両端をラップやテープで塞ぐことで代替することも可能です。
⑨ヒートガンで加熱
あぶるように加熱します。

加熱が足りないと曲げた際にシワができやすくなり、加熱しすぎると気泡が発生したり、表面が波打つことがあります。
また、熱し方によってカーブのR(Radiusの頭文字でアールと呼ばれる)が変わってきます。
曲げタイミングやRの感覚は数回練習してコツを掴むのが一番ですが、ひとまず下の図を参考にしてみてください。

⑩ベンディング
温度が下がらないうちにベンディングツールなどに沿わせて曲げます。
私は専用のベンディングツールは使わず写真のように二本竿のプロトラクタに合わせて曲げています。

角度が決まったら水を絞ったタオルで曲げ部分を拭くと、温度が下がって早く固定化できる上、曲げ印も一緒に拭き取れるのでオススメです。
固定化したらシリコンチューブを引き抜きます。
2か所以上を的確に曲げるコツもご紹介しておきます。
コの字曲げ
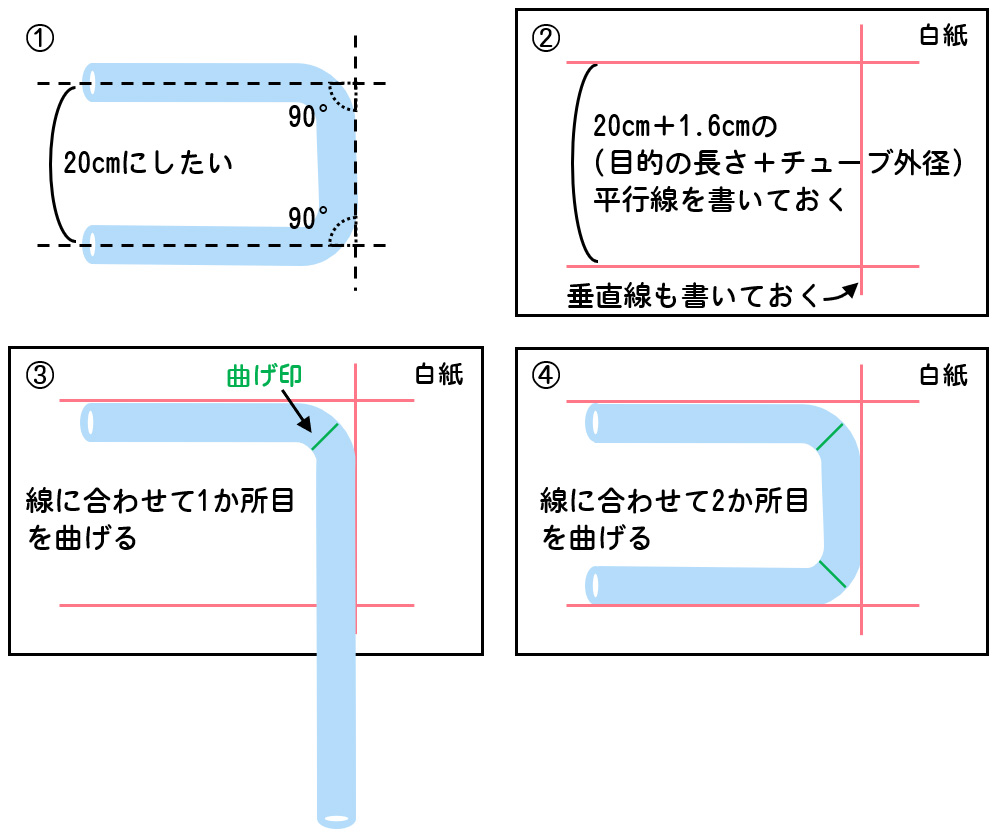
曲げ印は手順「⑦曲げる箇所に印」で説明したポイントどおり付けます。
Z曲げ

3D(立体)曲げ

慣れとアイディア次第で様々な形状に曲げることができるようになるので、色々とチャレンジしてみてください。
⑪チューブの洗浄
チューブ内に中性洗剤が付着しているため、水道水で洗います。
⑫仮組み
チューブとフィッティングを連結し仮組みします。

コンプレッションフィッティングのG1/4オスネジ側を各装置のG1/4メスネジへ連結し、長さや角度、水平、垂直具合いなどを水平垂直器を使ったり、少し離れて俯瞰的に眺めてバランスを確認します。

曲げが想定と違った場合、手順「⑦曲げる箇所に印~⑪チューブの洗浄」をもう一度行うことで微調整できますが、何度もチューブを加熱すると歪な曲線になることもあるため、そうなってしまった場合は潔く作り直すほうが良いかもしれません。
⑬余分な部分のカット・微調整
慣れれば1.5mm程度の極短カットもできますが、無理をすると刃がずれてカットできなくなる場合があります。
極短カットは刃の締め込みを通常時よりも小刻みにし、じっくりと回すのがコツです。
もちろんカット後は手順「⑤切断面のバリ取り」「⑥チューブの洗浄」を行いましょう。
⑭フィッティングのゆるみがないか最終チェック

ひととおり連結が終わったら、各フィッティングにゆるみがないか最終チェックを忘れずに行いましょう。
⑮クーラントの注水と循環
クーラントを注水する前に、リーク対策としてペーパータオルや布タオルでPCパーツを覆っておきます。

ペリフェラル4ピン AC電源をポンプの電源ケーブルにつなぎ、以下1~4をクーラントが循環するまで繰り返します。
1.リザーバにクーラントを注水する
2.AC電源をONにしてポンプを回しクーラントを流す
3.リザーバが空になったらOFFにしてポンプを止める
4.クーラントのリークがないか確認する
リザーバのフタを開けたままポンプを回すと吹きこぼれることもあるので注意してください。

クーラントが循環しだしたらポンプを回しっぱなしにして、リークがないかしばらく観察します。
下の写真のように装置とG1/4ネジ連結部分が特にリークし易いため注意してください。

リークがあった場合はすぐにポンプを止めて、ペーパータオルなどで拭き取り、フィッティングを締め直してください。
⑯エア抜き
経路内にエア(空気)が残っているとポンプがエアを噛んで流速が低下したり、水枕やラジエータにエアがたまっているとそこをクーラントが通れません。
いずれも冷却力がごくわずかに低下するくらいでさほど影響ありませんが、問題は内圧です。
空気は温まると膨張するため、内圧が上がってリークしたり、樹脂系パーツにヒビが入ったりします。
そこで、クーラントが循環したからといってすぐにPC電源を入れず、半日ほどリークテストを兼ねて循環させたまま放置しておくと、エアも次第にリザーバへ移動して抜けていきます。(リザーバの天井口を少し開けておくと良い)
どうしても急いでエア抜きしたい場合はPCケースを傾けたり揺らしたりすることでエアを移動させ抜けやすくすることができます。
あまり強く揺らすとチューブがフィッティングから抜けたりする危険もあるので注意してください。
⑰完成
半日ほどリークテストとエア抜きを終えたら完成です。
テスト中はペリフェラル4ピン AC電源にポンプの電源ケーブルを繋いでいると思うので、PCの電源ユニットへ繋ぎかえるのを忘れずに。

いかがでしたでしょうか。
ハードチューブループでの本格水冷は必要な工具が多く導入コストがかかる上、作成難易度もソフトチューブループと比べ高いです。
しかし、それに見合うだけのハードチューブならではの直線的でスマートな見栄えは多くの自作erを魅了すること間違いありません。
そして何より完成時の達成感もひとしおなので是非頑張ってみて下さい。
もし、不明点などあれば記事のプロフィール欄に記載のメールや記事のヘッダにお問い合わせフォームのリンクがありますので、お気軽にご連絡ください。
この記事がこれから本格水冷を始める方に少しでも役に立ったら幸いです。
シリーズ記事
・自作PC 初めての本格水冷ガイド④ ソフトチューブループの作業手順
・自作PC 本格水冷ガイド Extra ハードチューブループの作業手順
・自作PC 本格水冷ガイド ExtraⅢ ラジエータファン Push? or Pull?